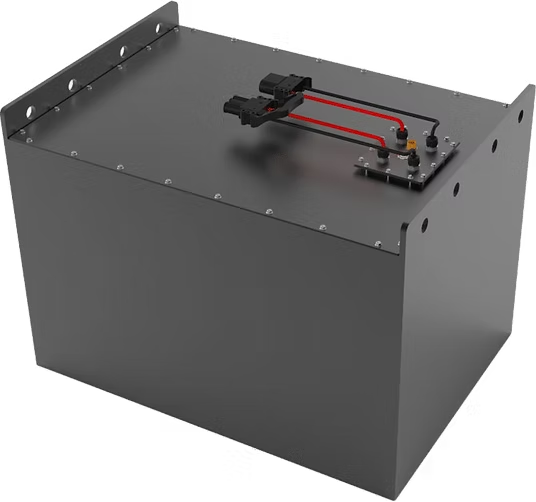
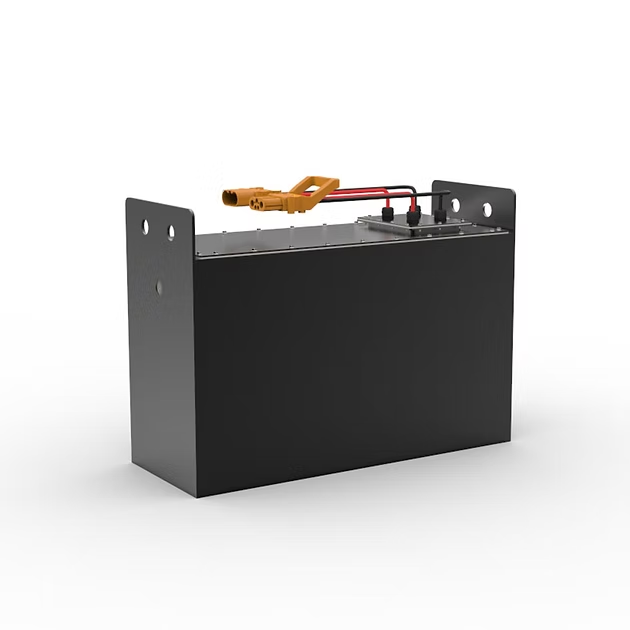
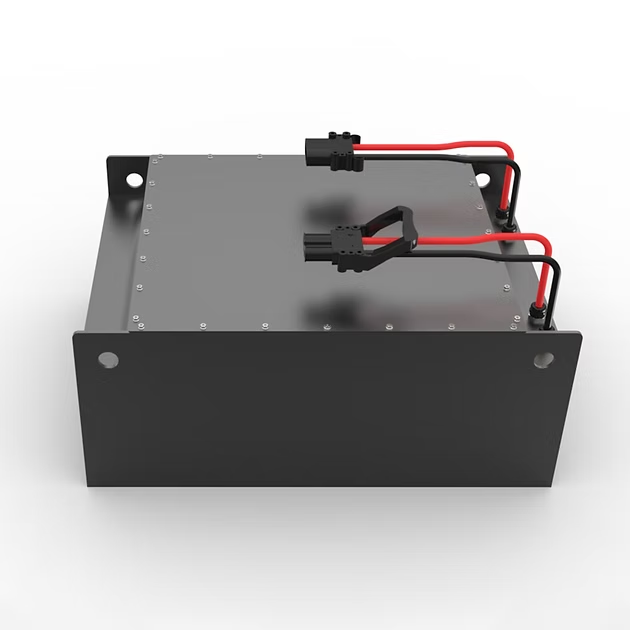
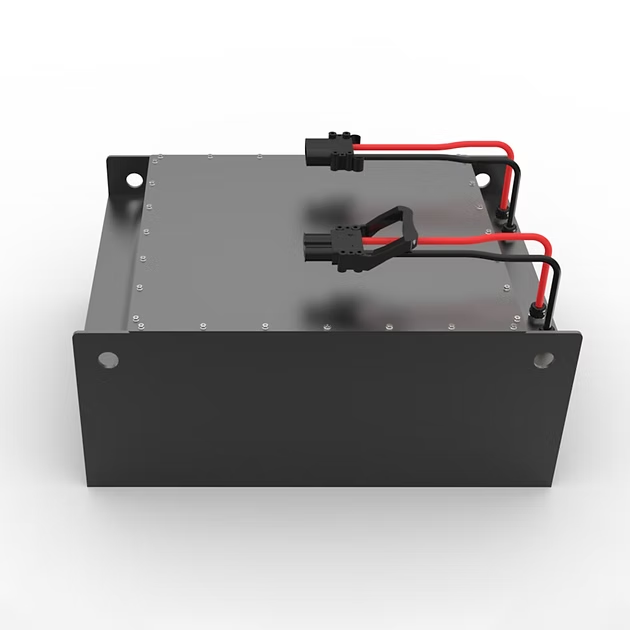
A4: The Electric Material Handling Forklift Battery System charges much faster than traditional batteries. Depending on the size of the battery and the charger used, the system can be fully charged in just a few mins, allowing for more time on the floor and less downtime.